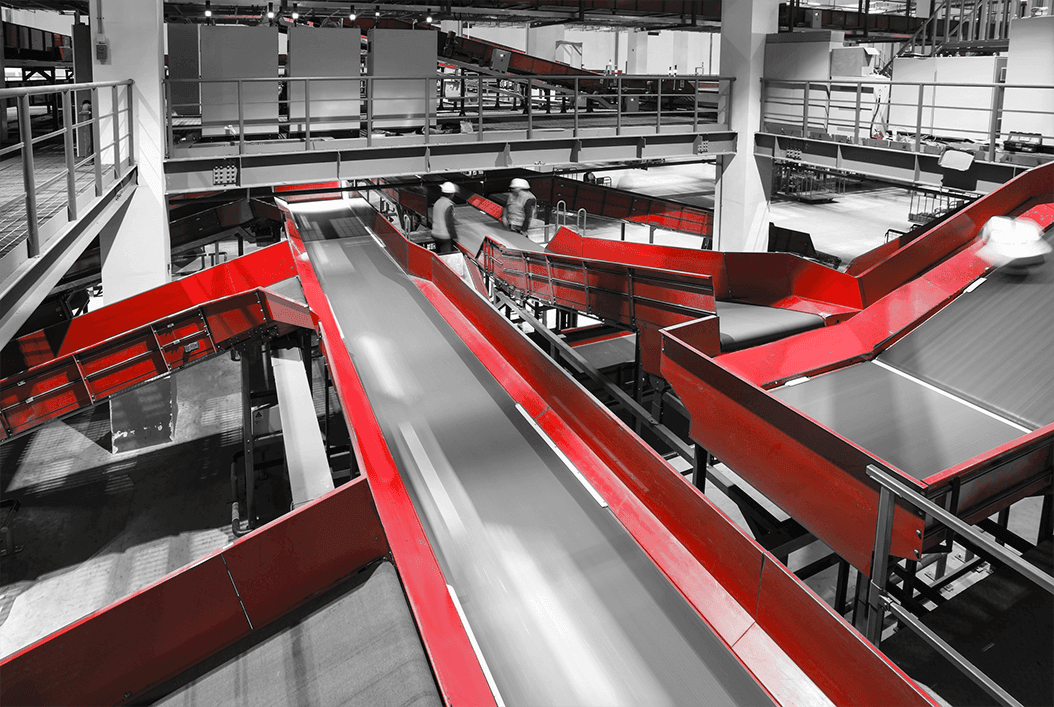
Belt conveyors are a highly effective tool in modern industrial operations, offering a range of benefits that enhance efficiency, productivity, and cost-effectiveness. From automating repetitive tasks to optimising available space, belt conveyors are designed to streamline operations and support a more structured, scalable, and efficient flow of goods. Suitable for a wide variety of applications where you need to handle high volumes, navigate complex layouts, reduce manual labour, and improve safety, belt conveyors offer a versatile solution tailored to meet the specific demands of your business.
Automating Repetitive Tasks
Belt conveyors can significantly reduce the need for manual labour, freeing up your workforce to focus on more value-added activities that require human input. Belt conveyor automation not only enhances efficiency but also minimises the potential for error, ensuring that your processes remain reliable and accurate. This results in smoother workflow, reduced cycle times, and improved overall productivity. By automating routine tasks, your operations become more scalable, allowing businesses to handle higher volumes of goods without the need for additional costly labour.
Continuous Production Flow
A well-designed belt conveyor system eliminates bottlenecks and reduces potential downtime. Using belt conveyors, materials can move smoothly through different stages of the manufacturing process without the need for manual handling. Maintaining a continuous flow is crucial for keeping high levels of efficiency and meeting tight production deadlines, especially in assembly lines and production processes where precision and timing are essential.
Enhanced Productivity
Using belt conveyors allows for faster and more efficient movement of materials and products. This not only increases productivity and efficiency but also reduces the time taken by manual handling, allowing your workforce to achieve more in less time. Wider belts can handle heavier loads, ensuring that the system is versatile enough to accommodate different types of loads and belt types. Whether it's light, medium, or heavy-duty conveyor belt systems, the right type of conveyor belt will significantly improve operational efficiency.
Reductions in Labour Costs
Implementing belt conveyors can significantly reduce the need for manual material handling, meaning fewer workers are needed to manage the flow of goods. Additionally, belt conveyors help reduce the risk of workplace injuries related to heavy lifting or repetitive strain, resulting in a more streamlined and cost-effective operation with improved profitability. This is especially critical in industries with strict safety standards where reducing physical strain on workers is essential.
Space Optimisation
Belt conveyors can optimise the available space within your facility using integrated incline and decline modules. These sections allow you to efficiently navigate vertical spaces, making use of areas within the warehouse or production facility that might not be suitable for other purposes. By optimising the material handling process route, you can reduce the overall footprint of your conveyor system and free up valuable floor space for other automated or manual operations, creating a more streamlined working environment.
Robust and Reliable
Using high-quality materials ensures that your belt conveyors can withstand the demands of heavy-duty use and harsh environmental conditions. Stainless steel offers resistance to corrosion and wear, making it ideal for industries where hygiene and durability are important. High-quality rubber belt types provide the necessary traction and durability to handle a wide range of materials, ensuring performance over time remains consistent. Using high-quality materials also reduces maintenance needs and extends the lifespan of your equipment. Whether for heavy-duty applications or lighter tasks, the right type of belt with adequate tensile strength is essential for ensuring efficient operations.
Advanced Technology Integration
Modern belt conveyors can be enhanced using other technologies such as sensors and automated controls. These technologies enhance the functionality of your conveyor system, enabling real-time monitoring and data analysis for predictive maintenance and greater overall efficiency. For example, sensors can detect and adjust the belt conveyor for varying loads, while automated controls can implement speed and routing changes based on production needs. By integrating advanced technologies, you can transform your conveyor system into a smart, responsive part of your warehouse operations or production lines, capable of adapting to changes and improving overall operational intelligence.
Versatile Design Options
Modular belt conveyor designs can be fully customised to meet specific operational requirements for light, medium, or heavy loads. Belt conveyors can be easily reconfigured, which allows the solution to be perfectly aligned with specific load and volume needs, ensuring optimal performance and efficiency. Whether you need a conveyor for a high-speed production line, roller conveyors for precision tasks, or a system that can handle bulky or irregular items, modular belt conveyors offer a solution to meet the unique demands of your business.