Conveyor System Applications for Industry
Types of Conveyor Systems and Industry Applications
Conveyor systems are widely utilised for bulk material handling systems in industrial applications. Here are some of the most common types of conveyors and their uses:
Belt Conveyors
Belt conveyors are widely used in industries such as mining, agriculture, and food processing. They use a continuous belt, often supported by rollers or a flat metal bed, to transport materials. Variants such as trough belt conveyors and belt conveyors suitable for handling raw materials are excellent for transporting bulk solids and packaged goods. Hygienic and food-grade belts are crucial for handling food products, while specialised designs ensure the protection of fragile materials.
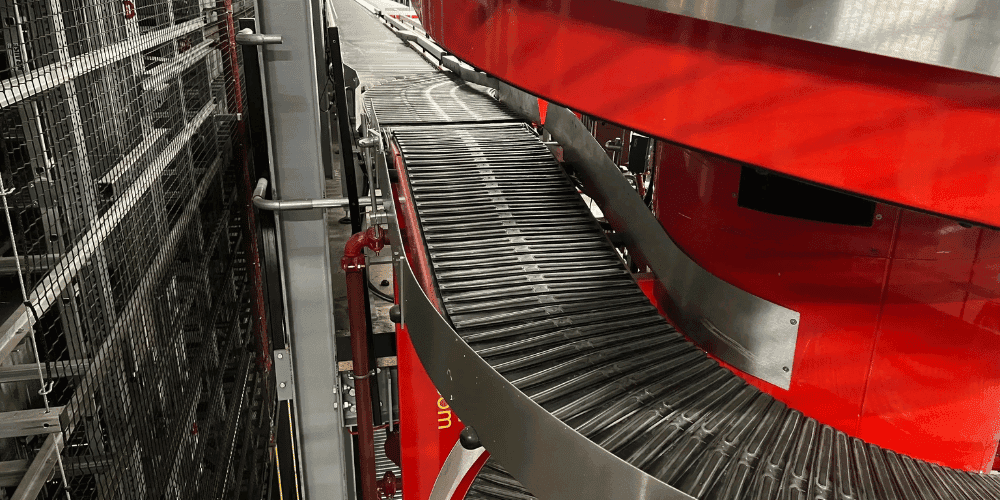
Roller Conveyors
Roller conveyors, powered by gravity or motors, handle bulk packages and palletised goods efficiently. Their modular structure makes them ideal for integrating into complete systems.
Chain Conveyors
Chain conveyors use heavy-duty chains to pull materials along a trough or track, making them suitable for high-capacity industries like automotive manufacturing and mining.
Pneumatic Conveyors
These systems use air pressure or vacuum to transport lightweight bulk material through pipelines. Industries such as pharmaceuticals, food, and chemicals rely on pneumatic conveyors for handling specific material characteristics like moisture sensitivity.
Screw Conveyors
Ideal for granular and semi-solid materials, screw conveyors are common in agriculture and food production. Their ability to handle varying bulk density and particle size makes them versatile.
Bucket Elevators
These vertical systems transport bulk materials to different heights and are often found in industries like cement and grain storage.
Specialised components, including belt trippers, belt scales, and individual components, enhance operational capabilities and provide customisation for complete solutions.