Increased Efficiency
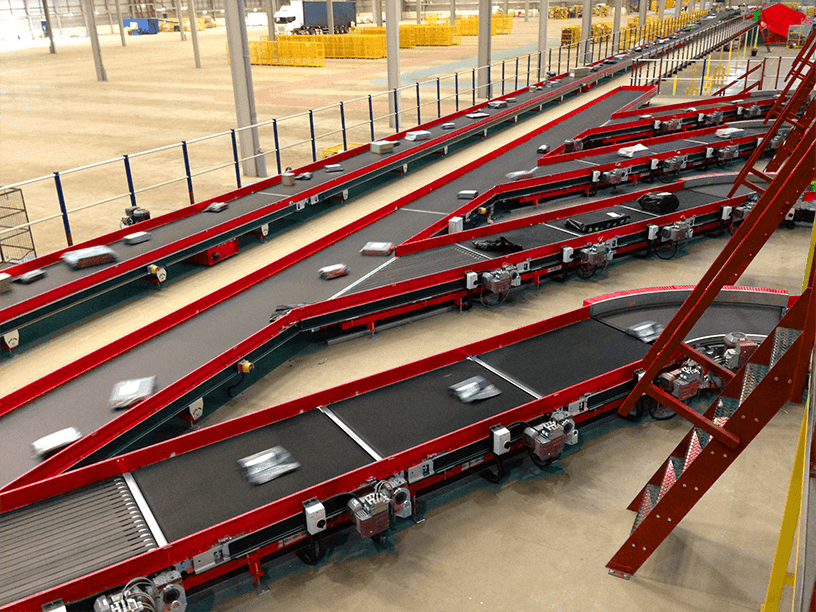
Conveyors are designed to move goods at a consistent speed, ensuring that a wide variety of processes such as assembly, sorting, and packaging are completed faster and more accurately than manual handling. In a warehouse setting, a network of conveyors can transport items from goods-in to storage, or from picking to packing stations in a timely manner, reducing potential bottlenecks and speeding up the overall flow of goods around the warehouse. This optimises the use of floor space by creating a more organised and streamlined workflow.
By removing the manual labour element from processes, conveyors can operate continuously without breaks, ensuring a high level of productivity through a constant flow of materials and goods. This is particularly effective for operations such as manufacturing and parcel sortation where conveyors keep lines running smoothly 24/7, which is critical for meeting the demand for high throughput rates.
Cost Savings
Automating processes using conveyors not only brings efficiency to operations but also significantly reduces the cost of labor and the challenge of hiring and training new staff. Installing conveyors to take over the tasks of handling materials and goods provides an opportunity to reallocate the available labour to more value-added activities. This reduction in labor costs can have a substantial impact on the overall profitability of a business.
Additionally, automated systems reduce the likelihood of human error, thereby reducing any potential waste and the costs associated with reworking orders and handling returns.
Safety
With workplace safety of paramount importance across manufacturing, production, or warehouse environments, it is vital that safety is considered for all operational processes. Conveyors minimise the need for manual lifting, carrying, and moving of heavy or awkward items, reducing the risk of potential injuries to workers. Conveyors are also adept at safely transporting sensitive or hazardous materials, protecting workers from potential exposure and accidents and ensuring compliance with health and safety regulations. The integration of safety features such as emergency stops and protective guards further mitigates safety risks.
Scalability
The warehouse and logistics environment experiences a host of challenges as customer demands fluctuate for certain products and the expectation for faster and more efficient delivery service. Modular conveyor systems can be easily reconfigured or expanded to meet these changing business needs and seasonal demands such as Black Friday. This scalability is crucial for maintaining efficient operation and ensuring that businesses can adapt quickly to market changes.
Taking dynamic e-commerce operations as an example, having a scalable automation solution allows conveyor layouts to be easily adapted to manage new clients’ inventories and changes to existing clients’ product portfolios quickly and efficiently. By remaining agile, operators ensure long-term operational flexibility which brings a significant competitive advantage.
Future-Proofing
Investing in automation should be viewed as a valuable investment to future-proof your business operations. Using modular and scalable conveyors, warehouse and logistics processes remain agile and support long-term growth and changes to existing operations, such as accommodating new products and processes.
Improved Inventory Management
Having visibility and control over inventory is vital to remain efficient. Conveyors integrated with Warehouse Management Systems (WMS) provide real-time tracking of goods, improving inventory accuracy and management. This allows operators to have a transparent and up-to-date view of stock levels, locations, and movement, enabling precise inventory control and reducing the risk of potential over- or under-stocking of goods.
Optimised Space Utilisation
Conveyors are highly versatile and can be designed to fit within the available footprint, taking into consideration existing building infrastructure such as columns or walkways, and existing or required manual handling zones such as goods-in and packing stations. The layout may take many forms and include incline and decline conveyors or spiral conveyors, used to take goods to and from additional multi-tier storage areas or raised mezzanine levels, making the most of the available space. Overall, smart design of the conveyor systems will be the defining factor in enhancing workflow efficiency and optimising space utilisation.
Consistency and Reliability
Conveyors are highly effective at carrying out standardised processes such as sorting, packing, and assembly in a consistent manner, improving product quality and uniformity. Modern-day conveyors are extremely robust and designed for durability to ensure productivity is maintained and any downtime due to maintenance or breakdowns is minimised. This is particularly important in time-critical situations such as food preparation or bottling where interruptions to production line activities significantly impact the overall process.